

Tool transfers are often framed as simple logistics decisions. Move the mold, start production, reduce cost. Done!
In reality, transferring a tool from one facility to another can introduce significant technical, operational, and financial risks. What appears to be a cost-saving strategy on paper can quickly become a source of production delays, dimensional variation, quality issues, and unplanned expenses.
We’ve worked with OEMs across industrial, infrastructure, transportation, medical, aerospace, and other regulated markets who have experienced firsthand the challenges of tool relocation. The lesson is consistent: a mold does not operate independently of its environment.
The Tool Transfer “Plug & Play” Myth
One of the biggest misconceptions in manufacturing is that a mold is portable tooling and universally compatible across different facilities. While the physical tool may be the same, the surrounding ecosystem rarely is.
Every molding facility differs in a variety of ways:
- Press brands and control systems
- Clamp force accuracy
- Tie-bar spacing and platen size
- Barrel specifications
- Screw design and compression ratios
- Cooling system capacity and layout
Even subtle differences in machine response times or injection pressure behavior can alter fill patterns and shrink rates.
A mold validated in one press under specific parameters may not replicate the same results elsewhere. Re-establishing optimal processing conditions can require significant time, sampling, and troubleshooting, effectively resetting the production learning curve.
Loss of Process Knowledge
Over time, molding teams develop deep tribal knowledge about a tool. They know the ideal temperature windows, the right pressure adjustments for seasonal shifts, the known cosmetic sensitivity areas, and other maintenance nuances. The more experienced the team, the more proficient they are at start-up and shutdown best practices.
Developed over years of practice and passed down from engineer to engineer through hands-on work, much of this knowledge is undocumented. When a tool transfers facilities, this experiential insight often doesn’t follow.
The receiving facility may receive setup sheets, but without the historical context behind parameter choices, trial-and-error often becomes necessary. This can lead to extended sampling timelines, increased scrap, and customer dissatisfaction during requalification.
Process documentation helps, but it rarely captures the full behavioral profile of a mature production tool.
Requalification & Validation Costs
For industrial applications, revalidation may involve dimensional verification and capability studies. For regulated markets such as medical or aerospace, the burden increases significantly.
Tool transfers can trigger:
- First Article Inspections
- Process validation (IQ/OQ/PQ), PPAP resubmissions
- Material re-verification
- Regulatory notifications
These compliance requirements consume engineering hours, production capacity, and budget, often eroding the anticipated cost savings of the transfer.
Tool Condition & Wear Surprises
Before a tool is moved, its true condition isn’t always fully understood. A mold that runs for years may have minor wear on shutoffs, gate erosion, cooling channel scale buildup, ejector pin misalignment, surface fatigue, and other signs of use. Often the tool owner is unaware of the true nature of the tool as it is being run at a 3rd part molding facility.
The original facility may have been compensating for these issues through parameter adjustments. When moved, those compensations may not translate. Once placed into a new press, these wear issues can surface immediately, leading to flash, short shots, dimensional drift, or cosmetic defects.
Unexpected refurbishment costs can quickly turn a transfer into a tool rebuild, further adding to unexpected costs and delays in initial production.
Cooling System Incompatibility
Cooling is one of the most overlooked variables in tool transfers. Its efficiency depends on a number of factors, including facility water temperature and flow rate, manifold configurations, pressure capacity, and water treatment systems.
Changes in cooling behavior can alter cycle time, shrinkage, warpage, and part consistency. A mold optimized in a facility with tightly controlled cooling infrastructure may behave differently in another environment.
Without careful evaluation, production rates and dimensional stability may suffer.
Material Handling Differences
Material performance is influenced by more than resin grade. Differences in drying equipment and dew point control, resin storage conditions, material conveyance systems, and colorant blending practices can all influence final part performance.
Even when using identical resin suppliers, slight facility-to-facility variations in material preparation can result in cosmetic or dimensional differences, especially in tight-tolerance applications.
Thermoplastics are particularly sensitive to environmental and handling variables, like dryer type and performance, dew point control and verification, and drying time and temperature discipline.
Material behavior is not just about resin chemistry. It’s about environmental discipline. When that discipline changes, so does the output.
Hidden Downtime & Opportunity Cost
Tool transfers rarely happen overnight.
In the time it takes for disassembly, shipping, reinstallation, sampling, debugging, and qualification, weeks or even months can pass before stable production resumes.
During this time, OEMs may face inventory shortages, customer backorders, lost sales opportunities, strained supply chain relationships, and other problems. The cost of downtime often exceeds the projected savings that justified the move.
Tool Damage During Transport
Precision molds are complex assemblies of hardened steel, components, lifters, slides, and fine shutoff surfaces. Transport introduces a variety of risks, such as vibration damage, surface corrosion, improper securing, and other issues.
In addition, cooling circuits must often be drained before shipment. If corrosion inhibitors aren’t used properly, internal cooling channels may develop scale or rust, reducing heat transfer efficiency once the tool is back in operation.
Even when a mold arrives intact and looks fine, there could be subtle mechanical shifts that may alter parting line integrity, venting performance, gate alignment, and more. Inspecting the mold and performing post-arrival validation are essential but cost and time-consuming.
The reality is simple: precision tooling isn’t freight. It’s not suited for shipping and transportation. It’s a calibrated production system that must be treated accordingly.
Cultural & Quality System Differences
Every facility operates under its own quality culture and standard operating procedures, including inspection frequency, preventative maintenance intervals, process monitoring methods, and response time to variation.
A mold that has run successfully for years in a disciplined, statistically controlled environment may behave differently in a facility with less rigorous process monitoring.
For example:
- If Statistical Process Control (SPC) is not actively maintained, dimensional drift may go unnoticed longer.
- If preventative maintenance intervals differ, slide wear or gate erosion may accelerate.
- If documentation practices vary, root cause investigations become more difficult.
In regulated markets, the maturity and consistency of the system can dramatically influence long-term tool performance. Auditors and OEMs expect structured documentation, traceability, and defined escalation procedures. A facility change may require reassessment of whether the receiving site’s quality culture matches the previous product environment.
The True Cost Equation: Beyond Piece Price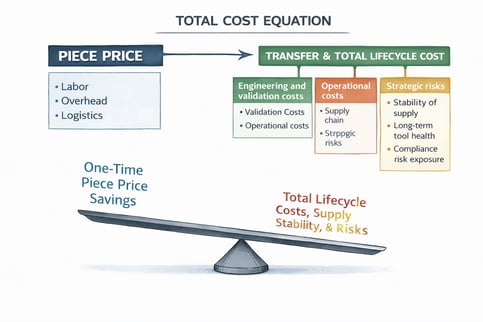
When evaluating a tool transfer, OEMs often focus on piece price: lower labor rates, reduced overhead, or improved logistics.
However, the real cost equation is far more complex.
There’s engineering and validation costs, operational costs, supply chain risks, and strategic risks to consider. If a transfer consumes engineering bandwidth for months, it diverts resources from innovation and revenue-generating initiatives.
The financial model shouldn’t only compare piece price but also should account for total lifecycle cost, stability of supply, long-term tool health, and compliance risk exposure.
In some cases, a transfer is strategically justified. In others, the marginal cost savings don’t outweigh the operational instability introduced. A disciplined, engineering-led risk assessment often reveals that the “savings” are narrower than initially projected. Sometimes, they’re illusory.
A Smarter Approach to Tool Transfers
Tool transfers aren’t inherently negative. There are valid strategic reasons to consolidate production or realign supply chains. However, successful transfers require several potentially time-consuming steps.
A lower-risk, higher-return, more strategic alternative can be partnering with a plastic molder who collaborates at every stage of production, from early-stage design and tooling through validation and long-term lifecycle management.
Partnering with a molder like Davies Molding who collaborates at every stage often reduces total risk, stabilizes production, protects quality, and improves long-term performance. For OEMs focused on lifecycle value, not just immediate savings, collaboration is frequently the stronger path forward.

